INTRODUCTION
L'histoire des aliments est en effet aussi
longue et aussi riche que celle de l'homme lui-même et cela
est vrai, singulièrement pour les boisons. Car l'acte de
boire répond à des besoins non seulement physiologiques
mais aussi et quelquefois surtout psychologique et sociologiques,
en particulier lorsqu'il s'agit des boissons alcoolisées.
Dissiper la fatigue et la dépression, procurer l'évasion
hors du quotidien et conduire à l'euphorie, facilité
la communication et créer la fête, voilà,
semble t-il ce que l'homme a de tout temps demandé à
la boisson. " Dans les sociétés dites primitives
, boire est un acte éminemment sociale et boire seul est
considéré comme un tabou ".
Boissons rituelles et faits sociaux, les bières le sont
en effet sur toutes les latitudes. Dans les pays tropicaux, les
variétés témoignent de la richesse des savoirs
ancestraux qui ont su résister à l'épreuve
du temps. Préparées à partir des produits
amylacés ou sucrés, nombreux et variés ces
produits sont le reflet de la pratique traditionnelle dont il
convient de tenir compte dans une démarche appropriative.
Nous pourrions multiplier des exemples ou des hommes se sont ingéniés
à préparer des boissons à partir des produits
sauvages de miel, de sève de palmiers ou d'autres jus sucrés.
En effet, l'Afrique est sans doute avec l'Amérique azonienne
la région ou l'on retrouve le plus grand nombre de boissons
fermentées. On y fermente des bières de sorgho (mil,
millet,…), de manioc, de maïs ou encore des vins de
miel (hydromel),de palme ,de sucre de canne, d'ananas, de poire-cactus
ou de banane.(annexe
1)
Le mode de préparation, les ingrédients utilisés,
la quantité produite l'utilisation des boissons fermentées,
varie d'une société à une autre et d'une
époque à l'autre.
L'ensemble des bières africaines, boissons fermentée
d'origine africaine qui nécessitent la transformation d'un
substrat amylacé avant fermentation, peuvent être
divisé en deux catégories en fonction de la source
d'enzymes amylotique :
Les bières dans lesquelles l'hydrolyse de l'amidon est
accomplie par les enzymes résultant du maltage de céréales
on distingue :
-Les bières qui ont pour substrat amylacé un céréale
(sorgho, mil, maïs,..) dont le dolo du Burkina-faso est le
plus connu. . Les autres bières de céréale
étant des variantes de la bière de sorgho (Claude
Aubert, 1985)
-Les bières dont le substrat est un fruit ou un légume
(banane ou manioc,…) exemple le mbégé de la
Tanzanie et kasi-kisi du Zaïre pour la banane
Les bières dans lesquelles l'hydrolyse de l'amidon est
accomplie par les amylases de racines .
Au vue de cette diversité de bières
obtenues à partir de produits amylacés, nous allons
traiter le cas du dolo et de la bière de banane pour la
1ère catégorie et du munkoyo pour la 2ème
à la suite du schéma général de fabrication
de la bière industrielle dans un premier temps .
Une étude comparative des bières industrielles et
des bières artisanales en Afrique sera faite dans un deuxième
temps.
.
1. LES BIERES
INDUSTRIELLES.
L'histoire de la bière commence 5000
ans avant Jésus-Christ dans l'Egypte ancienne. Avec l'évolution
des sciences et des techniques, la bière a évolué
jusqu'à aujourd'hui où, tout en maintenant la qualité,
on a augmenté la productivité.
Elle est actuellement la boisson la plus consommée dans
le monde après l'eau bien sur. Il existe 40000 marques
répertoriées : blondes, rousses, brunes ou blanches,
plus ou moins amères, houblonnées, fruitées…
Les principales étapes de fabrication sont le maltage de
produits amylacés (orge, maïs, mil, sorgho, blé…),
le brassage, la fermentation et le conditionnement.
1.1. LA MALTERIE.
1.1.1 Le principe
Le but de la malterie consiste :
Activer les enzymes capables de transformer l'amidon en sucres
fermentescibles : les amylases. (Photo 1) 
Activer les enzymes capables de dégrader les chaînes
longues de protéines en acides aminés, dipeptides,
tripeptides nécessaire au développement des levures
et en polypeptides formant ce qu'on appellera l'azote soluble
non assimilable que l'on retrouvera dans la bière finie
et qui jouera un rôle dans la mousse et dans le trouble
de la bière.
Activer les enzymes capables de digérer les parois cellulaires
rigides du grain d'orge permettant une bonne répartition
et un meilleur travail des autres enzymes.
1.1.2 Les principales étapes
Cela consiste dans la transformation d'un grain
d'orge, également l'amande dure et cornée en un
grain de malt friable et désagrégé, riche
en enzymes, utilisable en brasserie.
L'industrie de la malterie s'effectue en plusieurs étapes
:
1.1.2.1.Le nettoyage :
Triage et calibrage sur des tamis afin de se
débarrasser de tout les corps étrangers et d'obtenir
un lot homogène en taille
1.1.2.2.Le trempage :
Permet de nettoyer correctement le grain, et
de lui apporter l'eau et l'air suffisant ce qui permettra de lever
la dormance et d'amorcer la germination du grain. L'humidité
du grain doit être porter de 12% à 45% sans l'asphyxier
et le traitement doit être le plus homogène possible.
Durée :40 h
1.1.2.3.La germination :
Il y a un apport d'air et d'eau constant. Cette
germination est comparable à celle qui s'effectue en terre.
Cette étape active les enzymes capables ultérieurement
de saccharifier l'amidon présent dans l'amande.
Durée : 4 à 6 jours à 15-25 °C
1.1.2.4.Le touraillage :
S'effectue avec de l'air chaud. Cela permet
de dessécher le malt pour une meilleure conservation. Cette
opération permet le développement de l'arôme
et de la couleur et stoppe la croissance.
Le malt utilisé pour une bière blonde s'effectue
à une certaine température (environ 80°C), par
contre le malt servant pour une bière brune, le touraillage
s'effectue à une température supérieure (environ
100°C).
Durée 24 à 48 h
1.1.2.5.Le malt touraillé :
Il est débarrassé de ses radicelles,
dont la présence nuirait à la qualité de
la bière, dans une dégermineuse et après
4 à 6 semaines il est prés à être utilisés
en brasserie
1.2. LA BRASSERIE
1.2.1 Principe
Le but du brassage consiste :
- a dissoudre les composés qui se sont préformés
pendant le maltage
- a utiliser les enzymes fabriquées pendant le maltage
pour transformer l'amidon en sucres
- faire agir les protéases restant dans le malt touraillé
pour continuer la transformation des protéines en éléments
plus simples : acides aminés, peptides, polypeptides.
- amerisser le moût par l'utilisation de houblon.
1.2.2
Les étapes de la brasserie
1.2.2.1.Le concassage :
Pour récupérer le maximum d'extrait
du malt, celui-ci doit être en farine pour faciliter les
réactions enzymatiques pendant le processus de brassage.
La mouture est ensuite 'empâtée' dans de l'eau chaude.
La finesse et la nature de la mouture dépendent de l'appareil
de filtration en salle à brassage mais aussi de grains
crus.
1.2.2.2.Le brassage :
Permet d'obtenir à partir du malt friable
un jus fermentescible. L'amidon du malt et des grains crus est
empesé sous l'action de la chaleur, liquéfié
sous l'action des amylases alpha, puis saccharifiée par
les amylases bêta.
Des paliers de températures servent à transformer
tout l'amidon en sucre et afin d'être sûr de transformer
toutes les protéines par les enzymes qui ont chacune leur
propre température optimale. Le mélange ainsi obtenu
est appelé maishe est ensuite envoyé dans la cuve
filtre après saccharification de l'amidon.
Photos 2-3)

4 enzymes principales agissent sur les chaînes
d'amidon :
- l'Alpha-amylase : coupe les liaisons alpha 1-4 à l'intérieur
des chaînes
- béta-amylase : coupe les liaisons alpha 1-4 à
l'extérieur des chaînes
- la dextrinase limite : coupe les liaisons 1-6 des chaînes
ramifiées, agit à 55-60°C
- la maltase : transforme le maltose en glucose, inactivé
au-dessus de 40°C
1.2.2.3.La filtration :
Permet de séparer les particules solides
(enveloppes du malt, particules dures, amylacée non liquéfiée
) qui constitue les drêches du liquide fermentescible, le
moût.
1.2.2.4.La cuisson et le houblonnage :
Le moût sucré est placé
dans une cuve à ébullition ce qui a pour effet de
:
- stériliser le moût.
- augmenter la couleur par réaction d'oxydation.
- dissoudre et transformer les matières nobles du houblon
- précipiter les complexes protéo-tanniques donnant
un trouble à chaud qui sera éliminé par centrifugation.
- détruire les enzymes en particulier l'alpha-amylase,
qui est la principale enzyme à avoir survécu aux
températures de filtration
Le houblonnage à pour but d'apporter le caractère
plus ou moins amer de la bière.
1.2.2.5.La centrifugation :
Permet de séparer les résidus
de houblon et le trouble du moût par l'utilisation d'un
bac de centrifugation naturelle : le whirpool (formation d'un
tourbillon qui va amasser les débris de houblon et la cassure
au fond du tank) ou une centrifugeuse.
1.2.2.6.Le refroidissement du moût en vue de l'ensemencement
:
De nos jours le refroidissement s'effectue
à l'ai de d'un échangeur à plaques. Généralement
c'est de l'eau (du robinet) qui circule dans la première
partie de l'échangeur à plaques et qui ramène
le moût de 97 à 30-35°C environ. Le refroidissement
jusqu'à la température d'ensemencement est alors
assuré par de l'eau glycolée qui circule dans la
deuxième partie de l'échangeur à plaques.
Le moût est également oxygéné pour
assurer le développement rapide de la levure. La quantité
d'injection de levure dépend du volume du moût, de
la température de fermentation et de la quantité
de levure que l'on souhaite récolter en fin de fermentation
1.2.3. Fermentation
1.2.3.1Le principe.
La brasserie est concernée uniquement
par la fermentation alcoolique qui utilise comme substrat les
hydrates de carbone fermentescibles et donne comme produits de
fermentation des alcools (éthylique et supérieurs),
des acides organiques, des esters et du gaz carbonique
La fermentation peut se faire en deux étapes.
1.2.3.2.La fermentation primaire ou principale
Le brassage a permis de solubiliser des molécules
qui seront utilisables pour l'alimentation des levures. Cette
fermentation correspond à l'utilisation de tous les sucres
fermentescibles si on ne souhaite pas pratiquer de fermentation
secondaire avant la garde.
1.2.3.3.Différents types de fermentations
Fermentation haute : se fait à une température
de 18 à 25 °C et donne des bières fruitées
(Ales en grande Bretagne, bières d'abbaye et les lambics
en Belgique). La fermentation est de courte durée (4 à
6 jours ) et la garde si elle est pratiquée est de courte
durée.
La levure (Saccharomyces cerevisiae) a tendance à monter
à la surface à la fin de la fermentation, cependant
des souches floculantes ont été isolées.
Fermentation basse : la température
varie de 6 à 14 °C, la durée est de 8 à
20 jours. En fin de fermentation la levure (Saccharomyces carlsbergensis
aussi appelé uvarum) flocule au fond du tank, la récolte
se fait par simple soutirage (bière de type pilsen)
Fermentation spontanée : ce phénomène
est propre à la région de Bruxelles et ne réussi
que dans cette contrée. Le moût est placé
à l'air libre et c'est ce dernier qui l'ensemence. Les
agents de fermentation se trouvent aussi dans les pores du bois
des tonneaux où fermentent ces bières.
Fermentation accélérée
: permet de produire de la bière en réduisant le
temps. Cela est possible en variant différents paramètres
tel que le temps de latence, dose de levain, température,
oxygénation, remise en suspension des levures, souche de
levures plus poussiéreuse, c'est à dire moins floculante.
1.2.4. Garde
La garde est l'étape qui suit la fermentation.
Sa durée est variable et elle se fait à une température
comprise entre -2 et 3°C dans des tanks cylindriques couchés
ou à fond conique
Durant cette période s'opère la fermentation secondaire
car il reste toujours un peu de levures. La bière finie
sa maturation, s'affine, développe tout son arôme.
En fin de fermentation la levure excrète différent
composés, tel que des acides aminés, peptides, acides
nucléiques phosphate organique et minéraux. Cette
excrétion contribue à la caractéristique
de la bière. Mais si elle poursuit jusqu'au stade de l'autolyse,
il apparaît un goût d'autolyse.
1.2.5. La pasteurisation.
En fin de garde la bière est filtrée
puis conditionnée et est ensuite pasteurisée.
La pasteurisation assure une bonne stabilité biologique
car elle évite un risque de fermentation ultérieur
en éliminant les quelques levures qui auraient pu passer
à travers le filtre mais surtout les contaminants éventuels.
2. LES BIERES
TRADITIONNELLES EN AFRIQUE.
2.1. LE DOLO
" Dolo " est l'appellation Burkinabé
donnée à la bière de mil ou de sorgho. C'est
une boisson trouble, acide à 3% de teneur en alcool moyenne.
La préparation du DOLO est une activité féminine.
Les préparatrices appelées dolotières représentent
15% des femmes burkinabé et celle-ci possèdent une
licence pour la fabrication de la boisson et la tenue d'un cabaret.
La production de cette boisson atteint 600 millions de litres
par an.
2.1.1
La fabrication du dolo
2.1.1.1Le maltage du sorgho
 Le
maltage a pour but de développer le système enzymatique
des graines. Il comporte trois étapes :
Le
maltage a pour but de développer le système enzymatique
des graines. Il comporte trois étapes :
Le trempage
Cette première étape, qui se fait à 27 °c,
consiste à plonger le sorgho dans l'eau ordinaire pendant
24 heures pour un lavage grossier des grains(élimination
des poussière, des substances étrangères
et des enveloppes du sorgho), et une imbibition du grain.
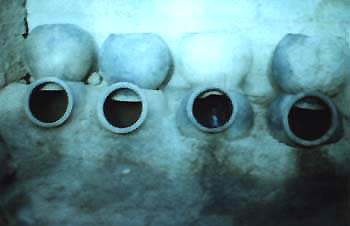
Le matériel utilisé lors du lavage est essentiellement
composé des " canaris "en argile cuite de 100
à 150 litres, à moitié enterrés dans
le sol afin de leur conférer une grande résistance
aux chocs mécaniques et une meilleure isolation thermique.
Après 24 heures de trempe, les grains sont retirés
du " canari " et égouttés à l'aide
d'un panier tressé en tiges d'arbuste.
La germination
Nous distinguerons deux étapes dans cette germination :
1) La germination à base température
Cette germination dure 48 heures et au cours
de celle-ci, la " malteuse " met en place un certain
nombre de techniques ,de dispositifs pour éviter la montée
en température des grains en germination. Immédiatement
après l'égouttage les grains sont mis à germer
dans une jarre. Trois arrosages à intervalles de 12 heures
sont effectués.
L'arrosage à pour but d'une part d'éviter le dessèchement
des grains donc apporter l'eau nécessaire aux phénomènes
biochimiques de la germination, d'autres part de refroidir les
grains de sorgho dont la température s'élève
du fait de la reprise des phénomènes biologiques
et biologiques.
Les relevés de température ont montré que
l'arrosage provoque une chute de température pouvant atteindre
15°c.(D.Griffon, 1985 )
2) La germination à haute température
Nous l'appelons ainsi, car au cours de cette
étape la " malteuse " recherche une montée
en température des grains de sorgho en germination. Pour
cela , elle évite la déperdition de la chaleur dégagée
en pressant les grains germés dans un panier et en recouvrant
le tout de nattes ou de sacs de jute ou encore d'une feuille de
polyéthylène. La température peut dépasser
ainsi les 50°c.
Cette germination dure 48 heures, les précautions à
prendre se résument essentiellement à éviter
une humidité trop forte des grains de sorgho germés,
car une forte humidité favorise un développement
important de moisissures et une fermentation. Ainsi donc lors
de l'arrosage si on observe un excès d'eau ou encore suite
à une humidité relative de l'air très élevée
en saison de pluies, on procède à un séchage
sur aire battue ou sur nattes pour éliminer l'excès
d'eau avant de mettre les grains en germination haute température.
L'évolution de la température au cours de cette
phase de la germination dépend essentiellement de l'activité
biologique du grain en germination et des conditions extérieures.
C'est pourquoi, on observe que la température au cœur
de la jarre atteint 55°c en saison des pluies, environ 6 heures
après le début de cette germination haute et se
maintient pendant plusieurs heures. Une baisse de la température
ambiante au cours de la nuit entraîne aussi une baisse de
la température des grains germés.
Le séchage
Les objectifs du séchage sont surtout de stopper l'évolution
végétative des grains en réduisant leur teneur
en eau et aussi de favoriser la conservation du sorgho malté.
Ce séchage se réalise simplement sur des nattes
ou encore sur des tôles exposées au soleil. Les grains
de sorgho germés sont étalés sur une faible
couche et retournés périodiquement. Le soir, ils
les rentrent pour éviter une reprise d'humidité.
.
(Photo 4)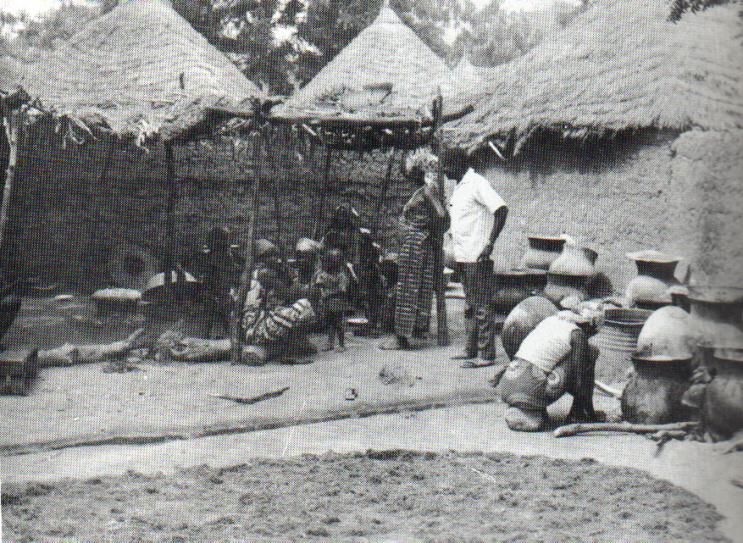
2.1.1.2.Le brassage du sorgho malté
La technique de brassage du sorgho malté
est la décoction. On peut distinguer les opérations
suivantes :
(Photos 5-6) 
Le concassage
Dont l'objectif est l'obtention de farine grossière,
de semoule, traditionnellement obtenues avec une meule dormante.
Le concassage est de plus en plus réalisé avec des
moulins à marteaux à moteur diesel ou à essence.
Généralement, il n'y a pas de stockage de la mouture
et toute la mouture et brassée. Le concassage peut être
fait 24 heures ou plus avant l'empâtage.
L'empâtage -décantation
L'empâtage ou " salade " est
fait selon les proportions suivantes : 1volume de mouture pour
3 volumes environ d'eau, à température ordinaire.
Les femmes ajoutent toujours un agent mucilagineux, comme les
écorces de gombo. Il s'agit là d'une opération
de collage qui améliore la décantation des matières
insolubles de la " salade ".
La décantation dure au maximum 45 minutes à 1 heure.
On sépare le surnageant du dépôt. Le surnageant
correspond environ aux 2/3 en volume du mélange.
La cuisson des
matières insolubles : cuisson de la trempe
Le dépôt est mis à cuire
jusqu'à ébullition dans de grandes jarres en terre
cuit ou mieux dans des marmites métalliques. Le temps mis
pour bouillir dépend du volume de la jarre et de l'efficacité
du chauffage. Généralement, ce chauffage au bois
est lent.
Retour de
la trempe
Lorsque les matières insolubles ont
bouilli, la ménagère vide les marmites et mélange
ce dépôt chaud avec le surnageant de la décantation.
La température du mélange est de l'ordre de 80°
c.
Le mélange est laissé au repos pendant plusieurs
heures (généralement la nuit) et sa température
décroît de 75-80°c à 40-45° C selon
la saison.
Au moment du mélange, la " salade " est de couleur
brune. Progressivement, au fur et à mesure de l'hydrolyse
enzymatique, elle devient rouge brique puis orangée. Son
goût acide au départ s'estompe et devient plus sucré.
Le surnageant devient trouble et légèrement visqueux.
La femme apprécie l'hydrolyse de l'amidon à l'aspect
du surnageant et décide de la filtration ou de la poursuite
de l'hydrolyse.
La filtration
Lorsque la dolotière a estimé
l'hydrolyse terminée, elle sépare une fois encore
le surnageant du dépôt et les deux sont mis à
chauffer séparément. Le dépôt (ce qui
constituera plus tard les drèches) est mis à chauffer
à 80-85° C sans faire bouillir, puis il est filtré
et lavé à l'eau à température ordinaire,
jusqu'à ce que le filtrat ne présente plus de goût
sucré.
Le filtre est constitué d'une jarre défoncée
et retournée et d'un élément filtrant. Celui-ci
est un panier où deux couches de paille croisées
reposent sur de petites tiges de bois. La maische est versée
dans le filtre jusqu'au 2/3 de sa capacité. Au début
le filtrat est trouble et au fur et à mesure que les drèches
forment à leur tour une couche filtrante de plus en plus
importante le filtrat s'éclaircit. Les eaux de lavage des
drèches sont presque limpides.
La filtration est de durée variable ; plusieurs facteurs
entre en jeu : la filtrabilité de la maische, la qualité
de l'élément filtrant, la température de
la maische, etc…..
En fin d filtration, les drèches sont envoyées à
l'alimentation du bétail, notamment porcine. Le filtrat
c'est-à-dire le moût et les eaux de lavage des drèches
sont rassemblés pour subir l'ébullition.
Ebullition et concentration du
moût
Le moût est porté à ébullition
pendant une heure environ dans le but de le concentrer et de former
un précipité qui se dépose rapidement. La
concentration est arrêtée par simple appréciation
visuelle et/ou gustative du moût.
Le moût est mis à refroidir dans des jarres. Au cours
de ce refroidissement, un nouveau précipité se dépose
au fond des jarres.
Lorsque le moût a atteint la température d'ensemencement
de la levure, c'est-à-dire 30-35° C,on recueille le
surnageant dans une autre jarre pour l'ensemencer, ce qui permet
d'éliminer les précipités formés,
tant lors de l'ébullition que lors du refroidissement.
IL faut environ 36 heures pour effectuer toutes les opérations
de brassage jusqu'à l'élimination de la " cassure
". Il est absolument nécessaire, compte-tenu de la
durée de la fermentation, que l'ensemencement puisse être
fait dans la soirée afin que la fermentation se déroule
toute la nuit.
2.1.1.3.La fermentation du DOLO
Ensemencement
Le levain utilisé est vraisemblablement
composé de plusieurs souches microbiennes et la souche
dominante est une levure dont nous ignorons l'identité.
En général, il provient d'une précédente
fermentation après séchage au soleil.
Lorsque le moût a suffisamment refroidi, le levain est ajouté
en petite quantité, soit environ 300 grammes de levure
sèche pour 150 litres de moût.( D.Griffon, 1985 )
Fermentation proprement dite
Après l'ensemencement, la fermentation démarre rapidement.
Il y a dégagement de chaleur et de gaz carbonique et on
observe que le moût en fermentation mousse et est animé
de mouvements d'agitation dus à ce dégagement de
CO2.
La température de fermentation varie selon les saisons.
En effet, on a remarqué que pendant la période la
plus froide de l'année (novembre à mars) la fermentation
se passe toujours bien : la levure se développe et croît
mieux que pendant la saison des pluies où il fait chaud.
En outre, pendant cette saison des pluies, la levure est plus
active. La température idéale de fermentation serait
donc 20° C. (D.Griffon, 1985 )
En général, la fermentation dure seulement 8 à
10 heures, mais elle peut être plus longue pour diverses
raisons (moût chaud, levure vieille, etc……)
Quand la fermentation est terminée, après une nuit
,vers 4 heures du matin, la levure se dépose au fond de
la jarre. On peut alors transvaser le dolo dans des jarres plus
petites pour le vendre.
(Photo 7) 
La
récupération et la conservation du levain
Du fait de l'absence de filtration de la bière
de sorgho après fermentation, il y a toujours une certaine
quantité de levure qui reste dans la bière. Une
fermentation plus faible se poursuit après son conditionnement
pendant sa vente et sa conservation. Aussi, dans le récipient
de conditionnement ou de conservation, des levures se déposent.
Elles proviennent des levures entraînées lors de
la mise en jarre et de leur développement au cours du stockage.
On peut noter que la levure est sujette à
des contaminations diverses pendant son séchage. Les agents
de contamination sont nombreux, l'air ambiant, la couche de bois
et les matériaux utilisés pour le séchage,
sans oublier les mains des dolotières.
Ceci semble se confirmer par le fait que, par le jeu de succession
de flores, la bière de sorgho prend un goût acide,
pas du tout apprécié par le consommateur mossi.
Ce goût acide viendrait d'une fermentation acide peut-être
lactique due à la présence d'une (ou de ) souche
(s) qui entre (nt) en croissance et en développement après
la souche principale de levure responsable de la fermentation
alcoolique.
2.1.2. Aspect nutritionnel, social et économique du
dolo
Le dolo est de loin la boisson alcoolisée
la plus consommée dans les pays du Sahel et notamment au
Burkina-faso. Très important sur le plan social, le dolo
est présent à tous les moment de la vie et outre
sa consommation ordinaire et au cabaret, il accompagne la plupart
des cérémonies ou personne n'oserait le remplacer
par bière moderne sous peine de sacrilège. Il tient
une place importante dans l'alimentation des basses catégories
sociales des villes et chez les paysans car il est consommé
par tous, hommes et femmes dès l'age de treize-quatorze
ans et parfois plus tôt.
Le dolo est fabriqué par les femmes. Le Burkina-faso compte
quelque 3 millions d'habitants. 15% des femmes possèdent
une licence pour la fabrication de la boisson et la tenue d'un
cabaret. La production atteint 600 millions de litres par an.
La valeur marchande du dolo est sensiblement moitié moindre
que celle de la bière produite industriellement. A l'époque
où le litre de pils se vendait 180 frs CFA le prix de vente
du litre du dolo était de 83 frs CFA .
La préparation du dolo se solde par la perte d'une grande
quantité de solides, surtout lors des opérations
de décantation et de broyage. Le dolo ne contient que 20
et 30% de matières sèches originaires du sorgho.(Clement
Delaude, al )
(Photos 8-9) 

Si la farine de sorgho tamisée contient 75% de calories
et 69% de protéines du grain d'origine, la teneur en calories
est de 20% et de 19% en protéines, pour le dolo. La préparation
entraîne une perte d'éléments nutritifs. Le
dolo contient approximativement 1/3 de phosphore et 1/3 de calcium
comparativement au produit de départ. Cependant, si la
fermentation diminue la quantité de calories et de protéines
du sorgho, elle accroît le rapport vitamines / calories
cela grâce à la synthèse microbienne.( J.J.
Asiedu ,1991 )
2.2. LA
BIERE DE BANANE
La banane est le fruit frais le plus consommé
dans le monde. Fruit à haute valeur nutritive, elle est
un aliment essentiel des pays producteurs. Chaque année
ce sont plus de 45 millions de tonnes de bananes qui sont produites,
dont 96% viennent des pays en développement. L'Afrique
orientale, zone située entre le 2° au Nord et 10°
au sud de l'équateur et caractérisée par
des hauts plateaux, des montagnes qui incluent les pics enneigés
du Ruwenzori et du Mont Kilimandjaro et les lacs Victoria , Kivu
et Tanganyika , représente l'une des régions grande
productrice de banane avec 13.2 millions de tonne par an en 1984-1986
(Davies , 1994).
La banane d'altitude sert, avant tout, d'aliment
de base pour les populations des zones inter lacustres . "
La banane à cuire " , préparée à
la vapeur et accommodée d'une sauce représente l'ordinaire
d'un grand segment de la population . Le plantain rôti ou
sous forme de farine , joue un rôle moins important dans
cette région qu'ailleurs. La banane douce est apparemment
D'une introduction récente joue de ce fait et généralement
un rôle subsidiaire (dessert) dans le régime alimentaire.
Un nombre important de variétés de bananiers d'altitude
sont cultivées et destinées principalement ou même
exclusivement au pressage du jus , le plus souvent pour l'élaboration
de boisson alcoolisée " vin " ou " bière
" de banane. Il existe donc des variétés dites
" à cuire ", des variétés dites
" fruit " et des variétés dites "
à bière ". Les variétés à
bière appartiennent au groupe Musa acuminata. .
Les techniques d'élaboration de la bière de banane,
en Afrique de l'Est, varient d'une localité à une
autre, mais quatre étapes principales apparaissent de manière
régulière dans tous les cas :
- Le mûrissement forcé du fruit,
- L'extraction du jus (moût),
- La filtration et la fermentation du moût,
- L'affinage
Les méthodes de fabrication de cette
bière divergent par la méthode de mûrissement
du fruit. En Ouganda, le mûrissoir est soit un fossé
ou une claie au-dessus d'un fourneau, tandis qu'en Tanzanie, chez
les Haya, le mûrissement se fait soit en enterrant les fruits
dans un puits ou en les laissant pendre pendant plusieurs jours.
Un autre type de bière de banane est brassé à
partir du mil malté et d'un jus issu de banane ayant subit
une fermentation acide. Cette bière en Tanzanie est appelée
"Mbege" est produite à partir de banane mûre
pelée, cuite, fermentée pendant 4 à 5 jours,
et filtrée. Après cette période , le filtrat
acide (pH 4,0) est décanté dans un conteneur en
bois propre et mélangé avec une bouillie de farine
de mil malté qui a été préparée
à 95°C. Après 18 à 24 heures de fermentation
dans un conteneur en bois fermé, le produit est consommé
sans être filtré.
2.2.1.
Procédé de fabrication de la bière de banane
et aspect biochimique
(schémas
1-2)
2.2.1.1.le mûrissement.
 En fossé
En fossé
Les régimes coupés en deux ont
été mis à mûrir dans un fossé
généralement creusé dans la bananeraie. Le
trou est d'abord préchauffé au petit feu , ensuite
revêtu des feuille de bananier en état de décomposition,
et rempli de bananes mûries. Pendant la maturation le mûrissoir
reste obturé généralement par des feuilles.
Sur claie
Les régimes de bananes vertes , couverts
de feuille de banane, sont disposés sur claie au-dessus
d'un fourneau pendant 7 jours. Pendant les 3 premiers jours ,
le mûrissement est induit par une fumaison continue sur
la braise d'une bûche couverte de brindilles. Le 4ème
jour , le mûrissement se produit par simple exposition à
la chaleur dégagée par le fourneau.
Pendant cette phase , le substrat amylacée
se modifie selon deux phénomène que sont, la respiration
cellulaire suivie de la dégradation de l'amidon.
La banane verte est riche en amidon, 20,65% contre 0,86% de sucre
; après une dizaine de jours de mûrissement , la
banane renferme presque tous ces glucides sous forme de sucre
.On a donc dans le fruit 1,21% d'amidon et 17,91% de sucre.
L'hydrolyse de l'amidon par l'alpha et la bêta amylase et
par l'alpha 1,6-glucosidase conduit majoritairement à la
production de maltose, de glucose et de fructose. Ce profil glucidique
peut éventuellement varier au profit du glucose et du fructose
si le mûrissement est effectué à des températures
avoisinant les 40°C.
2.2.1.2.L'extraction de jus et préparation du moût
Cette étape comprend l'extraction proprement
dite, une filtration et une dilution du moût.
La pulpe des fruits
ainsi mûrie est pressé à l'aide de touffe
de graminée sélectionnées ou d'autre herbes.
Le brasseur utilise de préférence l'inflorescence
de papyrus qui produit un rendement d'extraction supérieur
en jus et de son aspect. Impérata cylindrica donne également
de bons résultats. Cymbopogon spp utilisé autrefois
donne au jus et à la bière une odeur caractéristique
peu appréciée par les consommateurs finaux. Des
herbes comme Hyparrhenia peuvent être utilisé. Le
pressage se fait dans des mortiers en bois.
Le moût provenant du pressage est récupéré
et ensuite filtré des impuretés à l'aide
de plante , généralement de l.cylindrica , disposées
entre deux pseudo troncs de bananes coupés, puis versé
dans le mortier de pressage.
Un jus dilué est obtenu
par lavage de la drêche (le résidu de la pulpe de
banane et des herbes), est ajouté au moût.(Devies,
1994 )
2.2.1.3.La fermentation
le mélange
Avant le début de la fermentation,
le moût reçoit des additifs, de l'eau et une farine
de mil ou de sorgho, fraîchement grillée avant d'être
concassé. Ces additifs sont ajoutés dans les proportions
1:1, et déterminent la qualité du breuvage final,
en particulier sa teneur en alcool.
La taille des grains concassés selon les brasseurs va déterminer
les conditions et la qualité du filtrat final, sachant
que l'adjonction de gros grains de sorgho facilite la filtration
tandis qu' une farine très fine est difficile à
filtrer et peut rendre la bière visqueuse (Davies, 1994).
Les grains de mil ou de sorgho ont été préalablement
mis à germés par trempage afin d'activer ou de synthétiser
les enzymes qui seront nécessaire à la dégradation
de l'amidon de banane.
Lors du mélange le processus biochimique
attendu est la saccharification de l'amidon . Ce phénomène
, se déroule lorsque le moût est mis à fermentation
; en effet, saccharification et fermentation se font en même
temps dans le même récipient et dans un fossé
ou à température ambiante.
Les enzymes responsable de la saccharification, les bêta
et alpha-amylases ont respectivement une température optimale
d'activité de 62°-65°C et 72°-75°C, mais
les conditions thermiques de travail des brasseurs (en fossé
ou à température ambiante) ne sauraient entraîner
une saccharification totale de l'amidon. Le mûrissement
ayant le même effet, l'adjonction de sorgho germé
légèrement grillé aurait pour but de poursuivre
la dégradation de l'amidon.
La fermentation
Elle a lieu dans le pressoir et dure 24h
à 3jours selon qu'elle se fait soit dans un fossé
ou soit à l'air ambiant et en fonction du degré
d'alcool souhaité. Pendant la fermentation le mortier reste
recouvert de gaine folière usagé et de feuille de
banane.
La fermentation du jus de banane résulte de l'action des
souches de levures et d'autres micro-organismes qui se développent
lors des différentes opérations du brassage. La
répétition de certains procédés, par
exemple la maturation conduite dans un même fossé
dans la bananerais, le pressage dans un même mortier en
bois, etc., pourrait favoriser l'émergence de souches adaptées
à une fermentation efficace. L'analyse des échantillons
de la bière et du jus de banane provenant de 6 sites au
Zaïre et Rwanda suggère que certaines souches de Saccharomyces
cerevisae, parmi d'autres levures, en soit responsable . Saccharomyces
cerevisae est également responsable de la fermentation
de la bière de sorgho et de maïs (Munyanganizi, 1974-5
; cité par Davies, 1994).
On peut aussi supposer que certains microorganismes habituellement
présent sur le sorgho, comme les lactobacillus, assurent
en parallèle une fermentation lactique .
2.2.1.4.L'affinage
A la fin de la fermentation la bière
est filtré et refroidie puis stockée.
Le dédoublement partiel de l'amidon
et des conditions de fermentation conduiraient probablement à
une bière faiblement alcoolisée, légèrement
acide et riche en amidon. En générale une bière
provenant d'un jus dilué possède une faible teneur
en alcool (2°-5°). Sans réfrigération la
boisson garde un goût agréable pendant une période
d'une semaine au maximum. La fermentation persiste car la filtration
traditionnelle n'enlève pas toutes les levures. Un kilo
de fruit donne en en moyenne un demi-litre de bière.
2.2.2. Aspect nutritionnel, social et économique
de la bière de banane.
La bière de banane dans certaines région
de l'Afrique de l'Est est essentiellement destiné à
des fins d'hospitalité tandis que dans d'autres régions
elle constitue, toute l'année, une source de revenu garanti
pour le paysan producteur. Son prix de vente au litre sur les
marchés locaux correspond sensiblement au quart du prix
de vente du litre de bière de type européen, et
sa commercialisation représente, dans les zone périurbaines,
une stratégie domestique pour augmenter le pouvoir d'achat
familial suite à la mise en application des mesures d'austérités
relatives aux salaires dans le secteur " formel ". Part
contre, en zone rurale, la préparation de la bière
sert des fin sociales. En Tanzanie, la bière de banane
"Mbege" a un rôle très important car on
juge du statut social et financier d'une fiancée par la
quantité de "Mbege" distribué et sa consommation
est donc très élevée lors des mariages.
En Ouganda, depuis les années 1960, la bière de
banane est achetée auprès des producteurs traditionnels
et elle constitue, en tant que base alcoolisée, la matière
première préférée d'une eau-de-vie
industrielle.
La présence de levures et de matières en suspension
(résidus de farine de sorgho, et du substrat amylacé)
dans le produit final accroît la valeur nutritive de la
bière. La bière de banane est une bonne source de
vitamine B, une source de plusieurs protéines et acides
aminées, et une source de calories pour le consommateur
(Harkishor,1977 ; cité par Steinkraus,1983).
2.3. LE
MUNKOYO
En région Zambézienne, au Congo
, dans la nouvelle province du Katanga , et en Zambie ,le terme
munkoyo désigne une boisson traditionnelle et rituelle
faiblement alcoolisée (teneur en alcool : moins de 2% en
volume) et aussi les racines utilisées pour la confection
du breuvage. A kiembé , comme dans la plupart des villages
du sud du Katanga, la fabrication de la bière munkoyo se
fait sans mystères, au vu et au su de tous . Activité
traditionnelle , le brassage est affaire de femmes. La femme qui
brasse , mélange dans un récipient ( demi fût
) placé sur un feu de bois de la farine de céréales
avec de l'eau et liquéfie instantanément l'empois
d'amidon formé en plongeant dans la pâte amylacée
des racines battues des plantes munkoyo En suite , elle abandonne
le liquide placé dans d'énormes calebasse au processus
de la fermentation alcoolique. L'opération rentre dans
le cadre des activités domestiques courantes. Sa formule
est simple, tellement simple qu'elle paraît banale, néanmoins,
elle est fascinante car elle met en lumière le sens aigu
de l'observation des empiristes africains, qui sont les véritables
auteurs de la découverte des propriétés de
la racines des munkoyo et, faut-il le souligner, le munkoyo est
une bouillie de farine de maïs, de sorgho, de manioc cuite
à l'eau puis liquéfiée et partiellement hydrolysée
par les alpha-amylases et les bêta- amylases présentes
dans les racines des plantes munkoyo. La boisson est consommé
e le lendemain ou le surlendemain de sa fabrication après
une légère fermentation lactique et alcoolique.
Comme la "chicha" amazonienne (boisson fermentée
à base de maïs) qui utilise comme enzyme amylolytique
les amylases salivaires humaines et le "saké"
asiatique ( bière de riz) dont l'amylase intervenant dans
le processus de saccharification est celle d'un champignon, Aspergillus
oryzae, le munkoyo est l'une des bières dont le schéma
de fabrication fait appel à des enzymes exogènes,
celles des plantes munkoyo
2.3.1 Identité botanique et caractéristiques
biochimiques des plantes munkoyo
Les racines munkoyo employées pour la
confection de la boisson "Munkoyo" sont des Facaceae
géosuffrutescentes. Pour fabriquer le "Munkoyo"
les habitant du Katanga se servent communément des racines
de :
-Eminia holubii (Hemsley) Taub. ;
-Rhyschosia insignis (Hoffm.) R.E Fries subsp. Insignis ;
-Rhyschosia insignis (Hoffm.) R.E Fries subsp. Offinis (De Wild)
pauwels ;
plus rarement de Eminia harmisiana De Wild ;
et exceptionnellement de vigna nuda N.E.Br.
Cependant par expérience, les villageois de la région
du Shaba ont adopté une variété connu sous
le nom vernaculaire de Mulaba qui donne un goût agréable
(Griffon 1985).
Lovelace (1977 ; cité par Steinkraus) rapporte que l'extrait
de racine de Munkoyo contient des sucres réducteurs et
une amylase active. Les analyses menées par D. Griffon
(1985) après extraction et purification des amylases du
Munkoyo ont révélé de grande similitudes
avec celle du malt d'orge : les activités enzymatiques
sont identiques ; le pH optimal des alpha amylases sont identiques
(pH 5,2) et légèrement différent pour la
bêta amylase (pH 5,3 pour le malt et pH 5.7 pour le Munkoyo)
;les températures optimales des amylases du Munkoyo sont
plus élevé que celle du malt d'orge, 67°C contre
78°C pour l'alpha-amylase et 62°C contre 65-67°C pour
les bêta-amylases.
2.3.2.
Procédé de fabrication et aspect biochimique de
la bière munkoyo
Comme la plupart des bières brassé
à travers la monde , la préparation du "Munkoyo"
passe par quatre étapes principales :
-Préparation de la farine et de l'empois d'amidon ;
-liquéfaction
-fermentation
-L'affinage
Les techniques de préparation du "Munkoyo" varient
très peu d'une localité à l'autre . Les différences
résident essentiellement dans le choix de la source d'amidon
et de celui de l'espèce de plante "Munkoyo".
En Zambie, la boisson est préparée à partir
du maïs et utilise l'espèce Rhyncoria venulosa e tandis
qu'en république démocratique du Congo (ex Zaïre)
la bière "Munkoyo" nécessite de la farine
de manioc et utilise l'espèce Eminia polyadénia
hauman.
2.3.2.1.Préparation de la farine et de l'empois d'amidon
 Les
farines
Les
farines
Le "Munkoyo" est préparé
en générale à partir de farine de maïs,
mais occasionnellement, en fonction des cultures principales des
villages , des farines de manioc, de sorgho ou d'éleusine
sont utilisées.
La farine de maïs.
La farine de maïs subit une préparation particulière.
En effet, les grains de maïs sont grossièrement pelés
mis dans un panier et immergés durant 2 à 3 jours,
puis séché au soleil . Les enveloppes sont séparées
des grains par une ventilation rudimentaire qui consiste à
mettre 3 poignées de grains à demi pilés
dans un panier plat et à jeter en l'air le contenu que
l'on rattrape dans le même panier. On recommence l'opération
plusieurs fois de façon à ce que le vent emporte
les enveloppes. Les grains sont ensuite pilés dans un mortier
de bois ou moulus. La farine légèrement humide est
alors tamisée, puis séchée au soleil.
Les différentes opérations précitées
sont nécessaires à l'élimination des principes
huileux des grains qui donnent une mauvaise couleur et un goût
désagréable à la boisson (D. Griffon 1985).
En effet, la graine de maïs contient en plus des hydrates
de carbones à hauteur de 50% du poids sec des lipides (4.5%)
dont les triglycérides comprennent 2% de composants ayant
1ou 2 acides gras saturé , 40% de composants ayant 1ou
2 acides insaturés et 58% de composants ayant 3 acides
gras insaturés (J.J. Asiedu, 1989). L'huile de maïs
de ce fait , dans les conditions de cuisson c'est à dire
en présence d'eau et à température supérieure
à celle de gélatinisation de l'amidon de maïs
(62-74°C), sera sujette a une oxydation. La détérioration
de l'huile de maïs est plus rapide au-dessus de 60°C
(Martz,1970 ; cité par J.J. Asiedu, 19989).
La
farine de manioc
Pour la farine de manioc, le traitement
est similaire. Les cossettes fraîches sont écorcées
et mises à tremper dans de l'eau froide pendant une semaine
de façon à éliminer les composés toxiques.
Retirées de l'eau, elles sont nettoyées, puis coupées
en morceaux et mises à sécher au soleil sur des
nattes .
Les principes toxiques du manioc sont le linamarine et le lotaustraline
qui hydrolysés par le linamarase libèrent l'acide
prussique (HCN létal lorsque présent à 0,1
g dans l'aliment).
Les morceaux de cossettes peuvent alors être pilés
et la farine obtenue est tamisée.
La farine de sorgho
Elle est très appréciée
par les villageois , car très pauvre en graisse qui confère
une odeur et un goût peu agréable à la boisson
(Griffon 1985). La farine de sorgho renferme 2,6 à 0,6%
et 2,6 à 0,2% de matière grasse, en fonction du
pourcentage d'extraction lors du décorticage, respectivement
pour la méthode traditionnelle au mortier et au pilon et
pour un broyage au broyeur à cylindre (John et Muller,
1971 ; cité par J.J. Asiedu, 1989).
Préparation de l'empois d'amidon
Les farines, séchées au soleil,
sont prêtes à la préparation de la bière.
Pendant q'une femme prépare un mélange à
froid de 15kg de farine pour 8 litres d'eau, dans le cas de la
farine de maïs, formant ainsi une bouillie pâteuse
, un demi-fût est rempli d'environ 40 litres d'eau et mis
à chauffer jusqu'à un début d'ébullition.
La ménagère retire alors du demi-fût d'eau
chaude la quantité d'eau approximative en volume de la
bouillie préparée et introduit celle-ci petit à
petit, en agitant vigoureusement, réalisant un empâtage
assez homogène.
La formation d'empois d'amidon provoque un épaississement
de la pâte , le feu est alors réduit. La pâte
de plus en plus épaisse continue à cuire jusqu'à
apparition de bulles d'air à la surface. Le récipient
est alors retiré du feu et le contenu est transvasé
dans un autre demi-fût ; Cette opération à
pour but d'accélérer le refroidissement et amène
la pâte vers 65-70°C après 1h30min environ. L'opération
d'obtention d'empois d'amidon a dure une trentaine de minutes
.
Lors de la cuisson de la farine en présence
d'eau , il se produit le phénomène d'empesage. Au
cours de ce phénomène les granules d'amidon gonflent
en absorbant des molécules d'eau, puis éclatent
en libérant les molécules d'amylose et d'amylopectine,
c'est la solubilisation. Ainsi les molécules d'amidon fortement
hydratées seront plus sensibles à l'action des amylases
qu'étant sous forme de granule natif.
2.3.2.2.Liquéfaction
Elle assurée par les racines de "
Munkoyo".
Pendant que la farine cuisait au feu, la ménagère
s'est c'est adonné à la préparation des racines
qui sont battues de façon à libérer des fibres
et donc permettre ainsi un meilleur contact entre la pâte
et les racines.
Après refroidissement les racines sont introduites dans
la pâte épaisse .On agite vigoureusement et en quelques
minutes une liquéfaction manifeste peut être constatée.
Une vingtaine de minutes plus tard, la liquéfaction est
quasiment complète.
Au cours du refroidissement, les molécules
d'amylose et d'amylopectine solubilisés se réorganisent
en un réseau, ce qui devrait rendre la pâte plus
solide, c'est la retrogradtion. Puis les alpha et bêta-amylases
des racines de munkoyo transforment les macromolécules
d'amidon en diholosides (maltose), triholosides (maltotriose),
ce qui détruit le réseaux fait d'amylose, d'amylopectine
et d'eau (liquéfaction).
La saccharification se poursuit pendant que le moût obtenu
est laissé au repos pendant 6 à 7 heures. C'est
à ce moment seulement que les racines sont éliminées.
La ménagère effectue alors une filtration grossière
avec un panier en osier. La boisson encore très riche en
matières en suspension est transvasée en calebasse
dont l'ouverture est recouverte part une assiette.
2.3.2.3.Fermentation
Les calebasses sont stockées dans un
endroit frais et une fermentation spontanée a lieu. Une
fermentation lactique accompagne la fermentation alcoolique.
(Photo 10)
2.3.2.4.L'affinage
La boisson sera consommée, soit fraîche,
soit fermentée partiellement, soit fermentée complètement
suivant qu'elle est destinée aux femmes et aux enfants.
Le munkoyo frais c'est à dire "non alcoolisée
" renferme une moyenne de 0.43% en volume d'éthanol
(Lovelace, 1977 ; cité par Griffon, 1985)
2.3.3. Aspect économique, social et nutritionnel
du munkoyo
Au Shaba, le Munkoyo fabriqué que par
certaines familles représente une source de revenus en
argent liquide au même titre que le commerce des tomates
des briques de terre, ou du charbon de bois. Cependant, c'est
au cours de la saison sèche que la fabrication de la bière
est la plus importante. La boisson munkoyo est consommée
par toute la population à des degrés différents
de fermentation et est présenté à toutes
les fêtes et cérémonies coutumières.
La consommation est importante : 5 gobelets par jours en moyenne
pour les adultes, au prix de 1 likuta (l'équivalent 1centime
Franc Français en 1973) par gobelet de 250 ml (Griffon,
1973 ; cité par Griffon 1985).
En Zambie la boisson est largement consommée par toute
la famille, particulièrement par les femmes et les enfants
(Photos 11-12). 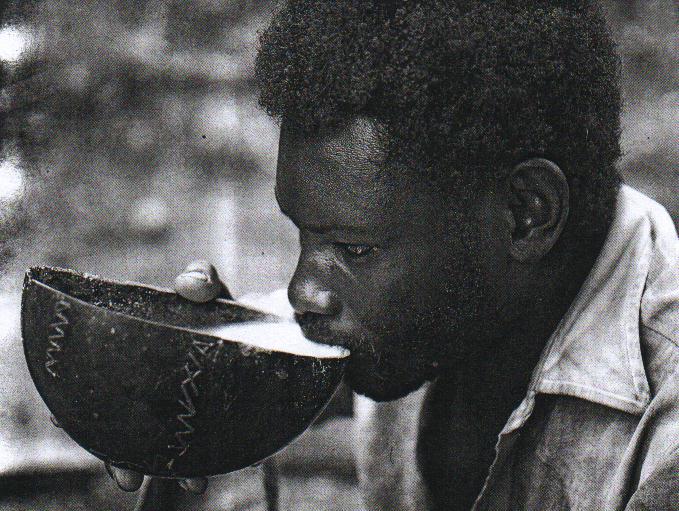
A KITWE à LUSAKA, 85% et 71% respectivement
des maîtresses de maison interviewées boivent du
Munkoyo (Mbugua, 1977 ; cité par Steinkraus). Pratiquement
toutes en consomment quotidiennement pendant la saison sèche
. Quant à la boisson alcoolisée, les enfants n'en
ont plus le droit. A KITWE, 51 femmes recensées produisent
4 404 litres / semaine, ce qui fait une moyenne de 22,36 litres
/ semaine / femme.
La plupart du Munkoyo fabriqué à la maison pour
la vente est disponible sur le marché local en bols de
200 à 500ml et représente une quantité d'environ
50 à 70 litres / semaine, alors qu'on sait que les opérations
commerciales produisent plus de 1 600 litres / semaine. De plus,
on trouve du munkoyo sec instantané qui est bien accepté
, car la saveur est comparable à celle des produit traditionnels.(Keith
H. Steinkraus, 1983)
Le munkoyo qui a un important pouvoir d'amélioration
de l'assimilation des calories protéiques pour les enfants
Zambiens, est avant tout un aliment. Le munkoyo contient 11 à
13% de matière et 0,5 à 1% de protéines :
un litre de Munkoyo apporte autant de calorie que 250 g de pain
(Lovelace, 1977 ; cité par Claude Aubert, 1985). Les données
analytiques du Munkoyo sont résumées dans l'annexe
2 . Cependant , la production du Munkoyo étant largement
produit à un niveau domestique, des risques toxicologiques
subsistent. En effet, plusieurs types de racines de munkoyo utilisées
sont utilisées et certaines d'entre elles peuvent être
toxiques (Mbugua, 1977 ; cité par Steinkraus) . Un danger
en plus est que les maïs utilisé pour la préparation
du Munkoyo peuvent être contaminés par Aspergillus
favus ou autres champignons producteurs de mycotoxines. Un effort
particulier doit être fait pour que soit uniquement utilisé
du maïs non moisi pour la consommation humaine.
Tableau 1 : Comparaison
des bières africaines et de la bière européenne
3-ETUDE
COMPARATIVE ENTRE BIERES INDUSTRIELLES ET BIERES TRADITIONNELLES
3.1. PROBLEMES RENCONTRES PAR
LES BIERES ARTISANALES.
Après avoir traité brièvement
les bières modernes et montré la diversité
et la particularité des bières africaines, on ne
saurait terminer ce dossier sans faire une étude comparative
de ces deux types de boissons. Dans un premier temps leurs similitudes
seront évoquées, tandis que dans un deuxième
nous essayerons d'énumérer les divergences.
3.1.1. Les similitudes
Les similitudes sont d'ordre conceptuel. En
effet, aussi bien pour les bières modernes européenne,
que pour les bières traditionnelles africaines, un moût
sucré est obtenu après transformation d'un substrat
amylacé, une fermentation est faite enfin un affinage de
la boisson est réalisé.
3.1.2. Les divergences
Elles sont d'ordre technologiques ; c'est à
dire que les moyens mis en œuvres et les matériels
utilisés sont complètement différents.
En Afrique tandis que le brasseur (homme ou femme) utilise des
ustensiles en bois en terre, des calebasses, des tôles,
des herbes, des panier , du bois de feu, etc... ,pour l'élaboration
de son produit, la production de la bière industrielle
type européenne utilise un matériel de haute technicité,
des cuves en acier inoxydable etc…
Tandis que la préparation de la bière industrielle
est réalisé par des personnes averties et spécialisées
et aidées par appareils de mesures.
Afin de visualiser la comparaison des bières africaines
et des bières industrielles, une étude globale est
d'abord réalisé
(tableau1) puis une analyse détaillée des différentes
étapes du process de fabrication du dolo est présentée
(tableau 2)
Les bières industrielles qui sont fabriquées
avec la mise en œuvre de gros moyens ont aujourd'hui réussi
à minimiser tous les problèmes que nous rencontrons
avec les bières artisanales. Les grands groupes industriels
maîtrise la qualité de plus en plus , surtout en
plus avec la mise en place , des normes ISO 9000 et bientôt
ISO 14000
A l'opposé , les bières artisanales comme leur nom
l'indique ne peuvent atteindre les qualités obtenues par
les boissons industrielles. Cela est dû à la non
maîtrise parfaite des paramètres appliqués.
Dans la cas des dolotières au Burkina-faso, elles tiennent
leurs savoirs de traditions orales et cela depuis des générations,
et agissent sans vraiment savoir les fondements scientifiques
de ce qu'elles font. Par ce manque de connaissances technologiques
et scientifiques il est vraisemblablement difficile d'aboutir
à des boissons alcoolisés qui répondent à
des critères de qualités précis de reproductibilité.
Cela est du à la non maîtrise des souches de levures
et de bactéries, et aussi des paramètres temps et
température qui interviennent au cours de la préparation.
Ces problèmes évoqués sont bien généraux
à toutes les bières africaines préparées
de manière artisanale. Nous avons traite le cas du dolo
mais nous pouvons généraliser ces mêmes types
de problèmes aux autres boissons fermentées issues
d'une technologie artisanale africaines.
3.2 ACTIONS A ENTREPRENDRE EN
VUE D'AMELIORATIONS DES BIERES TRADITIONNELLES.
L'étude menée dans ce dossier
nous a conduit à identifier plusieurs insuffisances liées
à la pratique artisanale de fabrication.
Le développement de ces bières artisanales tel le
dolo et le munkoyo ne pourrons se développer dans l'avenir
sans subir une amélioration au niveau de la qualité,
de la reproductibilité, et de la stabilité du produit
fini au cours du temps. Il est donc primordiale pour la survie
de ces bières de pallier ces inconvénients si elles
veulent connaître un développement. Nous pourrons
:
Améliorer les méthodes et les
techniques de maltage et de brassage.
 Augmenter l'hygiène des
opérations et du matériel à tous les niveaux.
Augmenter l'hygiène des
opérations et du matériel à tous les niveaux.
Mise en place d'une filtration
en fin de fermentation
Augmentation de la stabilité
au cours du temps
Application d'un traitement thermique
avant conditionnement.
Recherche de l'obtention d'une
reproductivité
Améliorer le suivie du process
de fabrications
Augmenter les productions afin
de rendre plus accessible le produit.
Ces amélioration semble difficile à
entreprendre étant donné le contexte dans lequel
la fabrication de ces bières s'effectue. Il faut en effet
prendre en compte les facteurs humains , financiers , et techniques.
CONCLUSION
L'étude porté dans ce document
qui concerne le parallèle entre les bières industrielles
et les bières traditionnelles africaines ont permis de
mettre en lumière les insuffisances des pratiques traditionnelles..
Les bières africaines sont plutôt considérées
comme un aliment est occupent une place importante dans la société.
Ces boissons fermentées sont ancrées dans les habitudes
de chacun depuis des générations et des générations.
De ce fait cela rendra encore plus difficile la résolution
de ces problèmes qui sera longue et difficile vu que l'environnement
tant humain que financier ne la favorise pas. En effet si on regarde
le contexte de fabrication des bières artisanales africaines
on se rend compte que toutes ces améliorations semble délicates
à réaliser étant donnée les moyens
financiers mis en jeu qui sont extrêmement faible. En ce
qui concerne les dolotières , leur savoir est issue d'une
tradition orale qui se perpétue depuis des générations
de mères en filles.
Cette tradition traditionnelles qui est ancré dans les
us et les coutumes de chacun sera difficile à changer et
si une action d'amélioration était tentée,
elle ne pourrait se faire sans la volonté de chacun. Un
changement radical des méthodes afin d'améliorer
tous les points cités ci-dessus peut également être
préjudiciable pour le produit lui-même, car les consommateurs
de ces boissons fermentés ne vont plus se reconnaître
dans ce produit "amélioré" car ils sont
habitué à consommer ces boissons artisanales qui
sont financièrement abordables
Ces boissons ne pourront se développer qu'avec une aide
financière, technique, et humain et surtout qu'avec la
contribution d'une investissement privé.